butterfly valves
Introduction
This article takes a detailed look at butterfly valves.
Read further and learn more about:
- What is a butterfly valves.?
- How does it work?
- Components of a butterfly valves.
- Types of butterfly valves.
- Materials for the construction of butterfly valves.
- Advantages and disadvantages of butterfly valves.
- And much more…
-

Chapter 1: What is a Butterfly Valve?
A butterfly valve is a quarter-turn rotational motion device that utilizes a rotary disc to allow, obstruct, or control the flow of fluids in a piping system. It features a rotating disc that is situated on the passageway of the flowing media. The disc is rotated and controlled by an external actuating mechanism through the stem attached to it. When the disc is coplanar to the flow cross-sectional area, the flow is fully obstructed. Otherwise, the fluid is fully or partially allowed to pass through the butterfly valve. It takes a 900 turn to fully open a butterfly valve from a closed position, which means the disc should lie perpendicular to the flow cross-sectional area.

Butterfly valves are quarter-turn valves like ball valves and plug valves. They have a fairly simple construction and operation mechanism, and they have a compact size designed to fit two pipe flanges.
They can be operated manually or by an automatic actuating mechanism that is integrated into the process control system of the pipeline. They are ideal for on-and-off applications, but their applications to flow throttling are limited.
There are several types and designs of butterfly valves available, rated in varying temperatures, pressures, and flow rates to suit the needs of pipeline systems handling liquids and gases.
Chapter 2: Components of a Butterfly Valve
The main components of a butterfly valve are the following:

Valve Body
Made from a tough and rigid material, the valve body houses and protects the disc and other internal components of the butterfly valve. It links the valve to the piping system and to the external operating mechanism that controls the disc.
Disc
The disc is the main feature of butterfly valves that permits, regulates, and stops the flow of the fluid in the pipeline. Flow is controlled by the rotary motion of the disc. The discharge flow rate depends on the degree of disc opening. When the disc is perpendicular to the flow‘s cross-sectional area, the fluid is fully obstructed from flowing out of the valve. Otherwise, the fluid is permitted to flow through the space between the seat and the disc. It takes a 900-rotation from a closed position of the disc to allow full opening of the valve and vice versa. Flow is throttled when the disc is rotated less than 900.
The butterfly valve disc is analogous to the ball for ball valves and the plug for plug valves.
Stem
The stem is a shaft that connects the disc to the external operating mechanism. It is sealed by O-rings and bushings to prevent fluid leakage. The stem can be made from a one-piece shaft or two-piece (split-stem) shaft. The placement of the stem axis and its connection to the disc depends on the type of butterfly valve.
Seat
The valve seat is a ring that provides sealing between the disc edge and the valve body when it is in a closed position. The sealing action is necessary to avoid leakage of any fluid to the discharge of the butterfly valve. Since the disc slides on the surface of the seat during valve opening, it must be made from a material with a low coefficient of friction.
The butterfly valve seat can be made a soft seat or a metal seat. The material of the seat limits the temperature and pressure rating of the butterfly valve. Soft seats, which are made from plastic and elastomeric materials, are limited to lower temperatures because they deform at elevated temperatures.
Operating Mechanism
The external operating mechanism of a butterfly valve controls the fluid flow across the valve. It may be operated by manual rotation of the stem or by automatic actuation.
Manual operation of butterfly valves involves the application of torque to the lever or handwheel attached to the stem. Levers can set the valve into a closed, fully-opened, or partially-opened position. Larger butterfly valves are equipped with handwheels and gearboxes to increase torque and to aid in the opening and closing of the valve.
Automatic actuation may be used to control the butterfly valve situated in harsh environments and remote locations. It makes the opening and closing of butterfly valves faster, especially for larger valves requiring larger amounts of torque. The types of actuations used in butterfly valves to turn the valve stem are electromechanical actuation, (which uses an electric-powered motor), pneumatic actuation (which moves a piston or a diaphragm with compressed air), and hydraulic actuation, (which moves a piston or a diaphragm with hydraulic pressure).
Chapter 3: Types of Butterfly Valves
There are three main types of butterfly valves:
Zero Offset Butterfly Valves (Resilient Seat Butterfly Valves)
In zero offset butterfly valves, the stem passes through the centerline of the disc that is centered in the seat; all of this is centered inside the valve body. The valve body, seat, and disc lie concentrically when it is in a closed position. The disc rotates on the central axis; this allows a 3600 rotation. In a fully-opened position, the flow is divided into two halves on each side of the disc, which is now parallel to the flow. The advantage of this type is that the flowing media does not come in contact with the valve body because the seat is covering it.
Zero offset butterfly valves have resilient soft seats because they depend on the flexibility and deformation of the soft seat during sealing. This causes the disc edges to slide onto the seat, which results in full friction between them during the operation. This reduces the service life of the valve. Since the design requires the seat to be made from a polymeric or elastomeric material, it is limited to lower pressure and temperature ratings.
Zero offset butterfly valves are used in liquid and gas pipelines, which have pressure and temperature ratings of 250 psi and 4000F, respectively.

Double Offset Butterfly Valve (High-Performance Butterfly Valves)
In double offset butterfly valves, the stem axis is offset behind the centerline of the seat and the body (first offset), then the stem axis is further offset from the vertical centerline of the valve (second offset). When the disc is opened, the seat is lifted from the seal; this reduces the friction during the first and last 10 degrees of the valve opening and closing, respectively. This results in a smoother valve operation, better sealing capability, and longer service life than the zero offset butterfly valve.
Like zero offset butterfly valves, double offset butterfly valves use a soft seat. They are available in moderate pressure and temperatures ratings, which are capable of withstanding higher pressures and temperatures than the zero offset butterfly valves in liquid and gas pipelines.
Double offset butterfly valves are typically used in water purification, wastewater treatment, HVAC, and fire protection systems (e.g., fire sprinklers). For increased temperature resistance, the amount of soft seat material is reduced by backing it with a layer of metal.



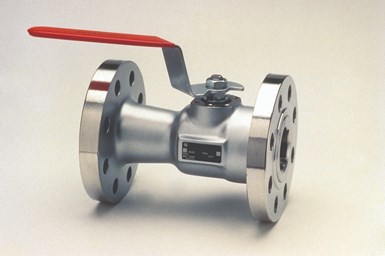

 Figure 2: Gate valve components
Figure 2: Gate valve components Figure 3: Bolted bonnet
Figure 3: Bolted bonnet  Figure 4: Wedge gate valve vs parallel gate valve
Figure 4: Wedge gate valve vs parallel gate valve Figure 5: Slab gate valve
Figure 5: Slab gate valve Figure 6: Expanding gate functioning
Figure 6: Expanding gate functioning Figure 7: Mechanism of rising stem gate valves vs non-rising stem gate valves
Figure 7: Mechanism of rising stem gate valves vs non-rising stem gate valves










